Wood Based Activated Carbon

Wood based activated carbon is a high purity adsorbent made from wood raw material. The most common feedstocks are pine, eucalyptus, and sawdust residues. The wood is treated with phosphoric acid in a process called chemical activation. The finished carbon has a mainly mesoporous pore structure, with pore sizes between 2 and 50 nanometres. It offers a BET surface area in the range of 800 to 1,400 m²/g and a high methylene blue value. These three properties together define how well the carbon performs in liquid phase decolorisation, purification, and polishing duties.
Wood based activated carbon is different from coconut shell and coal based grades. It is built to adsorb large organic molecules such as colour bodies, dissolved organics, and high molecular weight impurities. It is not designed to hold small gas phase molecules. This is why wood based activated carbon is the standard choice for food grade, pharmaceutical, and chemical process applications.
How Activated Carbon from Wood Is Produced and How It Works
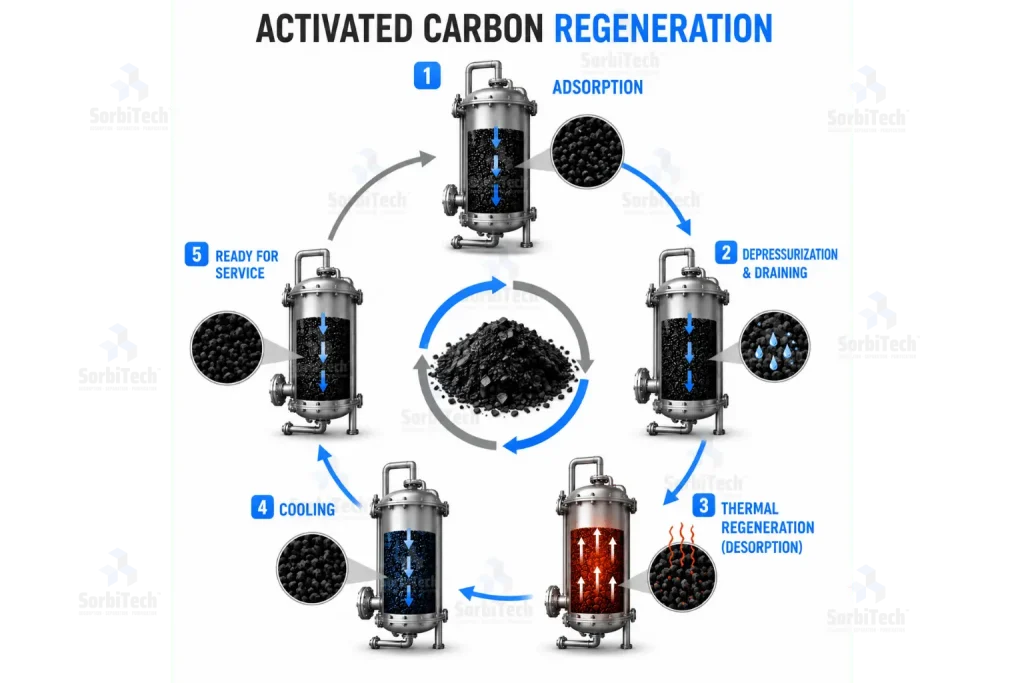
Manufacturing follows a controlled sequence of unit operations: raw material screening, impregnation, carbonisation under inert atmosphere, activation, acid washing, drying, milling, and quality control. The chemical activation route is the dominant industrial pathway for wood precursors and is responsible for the characteristic mesoporous architecture of the finished product.
During the soaking step, phosphoric acid enters the wood structure. It removes water from the material and helps form cross links inside the carbon. Carbonization is then carried out at 400-500 °C. At this stage, the carbon skeleton is built up. Phosphoric acid prevents tar from forming and widens existing pores. After activation, the leftover phosphates are removed by counter current washing. The carbon is then dried, sorted by particle size, and tested in the laboratory. It is only released after the iodine number, methylene blue value, ash content, pH, and moisture have all been confirmed.
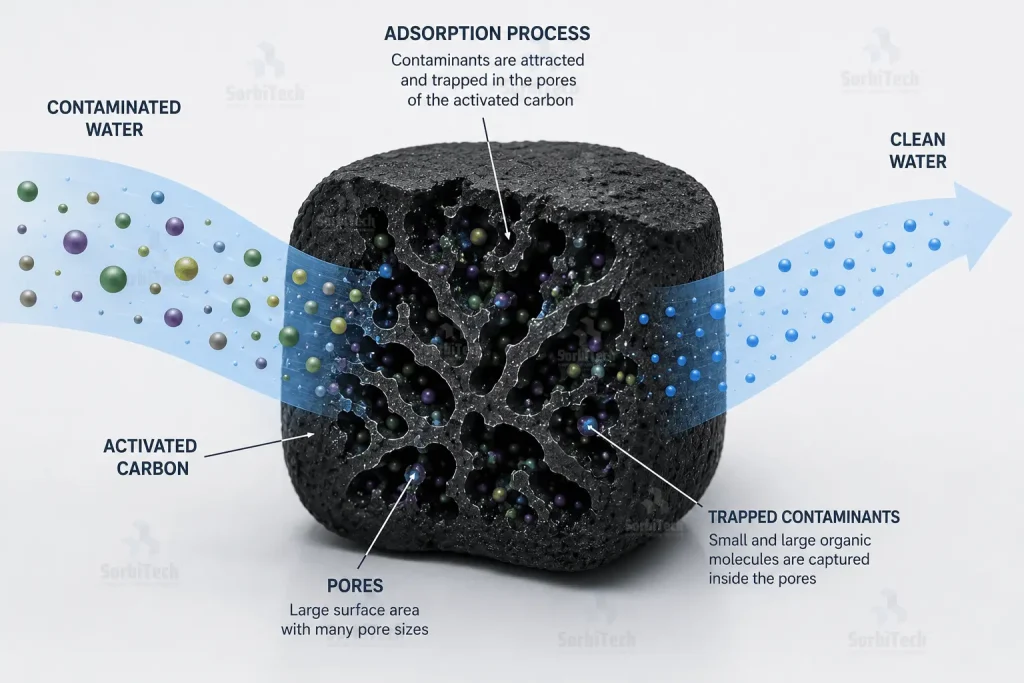
The carbon works by physical adsorption. This means contaminants stick to the inside surface of the carbon. The contaminants first travel through the large pores, called macropores, and then move into the mesopores, where they are held. They are kept in place by weak surface forces known as van der Waals forces. Wood based carbon has a high mesopore volume. This shortens the path that large molecules need to travel inside the carbon. It is the reason wood based carbon works quickly and holds a large amount of contaminant per kilogram in liquid streams.
Why Wood Based Activated Carbon Is Selected
Selection between wood, coconut shell, and coal based carbons is determined by the target adsorbate molecular size and the process kinetics, not by raw-material preference.
Wood based activated carbon is the right choice in the following cases.
- When the main duty is to remove colour from liquids. This includes sugar syrups, glucose, fructose, MSG, amino acids, edible oils, and organic acids.
- When the contaminants are large organic molecules that are too big to fit inside small pores.
- When the contact time in the process is short, so fast adsorption is needed.
- When the application requires low ash and low acid soluble content, as in pharmaceutical and food grade duties.
- When the carbon is dosed as a powder and removed by filtration, rather than used in a fixed bed.
Where the duty involves chlorinated solvents, vapour-phase adsorption, or potable water polishing for taste and odour, a coconut shell or coal-based carbon is generally the more appropriate selection. SorbiTech provides this comparative assessment as part of its application-engineering support.
Wood Based Activated Carbon Supplier and Application Support
SorbiTech supports wood based activated carbon supply for industrial applications where replacement, refill, or new media selection must reflect actual process duty. Medaad Adsorption Chemicals by SorbiTech is positioned as a trusted manufacturer and worldwide supplier of high quality adsorbents, supported by technical guidance and application focused recommendations.
SorbiTech™ Group’s broader capabilities in purification and separation systems, adsorption media production, engineering support, and industrial technical services. These capabilities support selection of activated carbon based on operating conditions and treatment objectives rather than generic substitution.
From our Blog
Technical guides, industry news, and application insights from the SorbiTech team.